
A.
Pemrograman
Siklus Milling
a.
Pemrograman
dengan Subroutine (Sinumerik 802)
Subroutine adalah pemrograman dengan cara bertahap,
untuk melakukan penyayatan pada depth of cut yang tidak mampu dilakukan satu
kali penyayatan secara langsung oleh cutter, sehingga cutter bisa melakukan
penyayatan secara aman.

Gambar 42
Pemrograman
dengan subroutine
Pada gambar diatas, kedalaman penyayatan adalah 40 mm, sangat berbahaya jika kedalaman tersebut diproses sekali penyayatan, maka sebagai contoh, supaya aman depth 40 mm dapat diproses menjadi 10 kali proses penyayatan dengan pertambahan depth 4 mm.
Terdapat 2 file program dalam metode pemrograman dengan sub routine yaitu :
· Main Program
· Sub Program
i.
Main
Program berisi :
G54 : Workpiece zeropoint
T1 : Data tool
M6 : Automatic tool changer
G94 F100 S1000 M3 M8 : Data cutting technology
G0 X-10 Y-10 : Posisi awal tool (sumbu X,Y)
G1 Z10 : Posisi awal tool (sumbu Z)
G1 Z0 : Reference plan (bidang referensi)
L1 P10 : Nama
subprogram & jumlah pengulangan
M30 :
End of program.
Catatan : Main program pada mesin CNC dengan kontrol Sinumerik 802 biasanya disimpan
dengan ekstensi program MPF (Main Program File), contoh : KONTUR1.MPF
ii.
Sub
Program berisi :
G91 : Incremental dimensioning
G1 Z-4 : Depth
of cutting
G90 : Absolute dimensioning
G41 X10 :
G1 Y70 :
G1 X90 : Lintasan
alat potong
G1 Y10 : (Tool
Path)
G1 X-10 :
G40 : Kompensasi diameter non aktif
RET : Return to main program
Catatan : Sub program pada mesin CNC dengan kontrol Sinumerik 802 biasanya disimpan
dengan ekstensi program SPF (Sub Program File) dan penamaan file harus diawali
dengan huruf L diikuti angka, contoh : L10.SPF
{kind=link}
b.
Drilling
(Sinumerik 802)
Proses Drilling terbagi menjadi beberapa tahap :
No.
|
Proses
|
Tools
|
Siklus
|
Kode
|
1.
|
NC Drilling
|
Spotting Drill
|
Spot Facing
|
LCYC82
|
2.
|
Drilling
|
Drill / Twist Drill
|
Deep Hole Drilling
|
LCYC83
|
3.
|
Countersink
|
Core Drill
|
Spot Facing
|
LCYC82
|
Kelebihan proses drilling CNC dibandingkan dengan manual,
sangat terasa ketika kita melakukan drilling untuk lubang dengan jumlah banyak,
manual : satu buah lubang memerlukan minimal 3 kali pergantian tool, yaitu NC
Drill, Twist Drill dan Countersink, dengan tujuan untuk menjaga 3 alat potong
tersebut tetap pada posisi satu sumbu. Dengan proses CNC : satu proses bisa
dilakukan untuk banyak lubang dengan posisi koordinat yang berbeda, karena
kemudahan dalam berpindah posisi koordinat X dan Y.
i.
Proses
awalan (NC drilling)
Drilling, Spot Facing (Sinumerik 802)
·
Kode : LCYC82
·
Tool : Spotting
Drill

Gambar 43
Siklus drilling,
spot facing LCYC82
Keterangan :
R101 : Titik kembali alat potong setelah selesai
siklus
R102 : Titik kembali alat potong setiap
pertambahan
kedalaman, sebelum
selesai siklus
R103 : Permukaan referensi (Acuan)
R104 : Kedalaman akhir
R105 : Waktu berhenti sejenak (dalam satuan
detik)
LCYC82 Cycle execute : YES
ii.
Proses
drilling (deep hole drilling)
Deep Hole Drilling (Sinumerik 802)
·
Kode : LCYC83
·
Tool : Drill
/ Twist Drill

Gambar 44
Siklus deep
hole drilling LCYC83
Keterangan :
R101 : Titik kembali alat potong setelah selesai
siklus
R102 : Titik kembali alat potong setiap
pertambahan
kedalaman,
sebelum selesai siklus
R103 : Permukaan referensi (Acuan)
R104 : Kedalaman akhir
R105 : Waktu berhenti sejenak (chip breaking)*
R107 : Feeding untuk drilling
R108 : Feeding untuk kedalaman yang pertama
R109 : Waktu berhenti sejenak (swarf removal)**
R110 : Kedalaman yang pertama
R111 :
Pertambahan kedalaman
R127 : Jenis proses pemesinan
LCYC83 Cycle execute : YES
*Chip Breaking : Drilling, dengan metode chip hancur
**Swarf Removal : Drilling, dengan metode chip keluar
melalui alur helix




d. Membuat Slot / Pocket


iii.
Proses
countersink / chamfer lubang
Drilling, Spotfacing (Sinumerik 802)
·
Kode : LCYC82
·
Tool : Core
Drill
Proses countersink menggunakan siklus yang sama
dengan proses awalan (NC Drilling) yaitu spotfacing LCYC82, karena countersink
tidak dilakukan sampai tembus. Perbedaan dengan proses awalan adalah pada alat
potong yang digunakan dan parameter R104 atau final driling depth nya.
·
Perhitungan
untuk final drilling depth adalah :
Chamfer / countersink 45 derajat berlaku rumus : d = 0.5 D + C
·
d = Final drilling
depth
·
D = Diameter lubang
·
C = Besar chamfer
/ countersink
Gambar 45
Kedalaman
Countersink
Contoh :

Gambar 46
Contoh
drilling
Program :
N01 G54
N05 T1 M6
N10 G94
F100 S1000 M3 M8
N15 G0 X10
Y70
N20 G0 Z10
R101=10 R102=2 R103=0
R104=-2 R105=1
LCYC82
N25 G0 X30
N30 LCYC82
…
c.
Membuat
Pola Lubang / Hole Pattern (Sinumerik 802)
Hole pattern adalah perintah penggandaan proses
siklus (Siklus spotfacing atau drilling) dengan pola tertentu, dengan syarat
harus diawali dengan adanya salah satu siklus yang telah dilakukan sebelumnya,
misalnya siklus spotfacing LCYC82
atau siklus deep hole drilling
LCYC83. Hole pattern di bedakan menjadi 2 macam :
·
Drilling a row
of holes, LCYC60
·
Hole Circle,
LCYC61
i.
Drilling
a row of holes, LCYC60
Penyusunan
lubang dengan pola lurus atau miring
Pola ini hampir menyerupai proses array rectangular
pada Autocad, tetapi hole pattern
disini hanya bisa satu arah saja, tidak seperti array yang bisa baris dan kolom
sekaligus
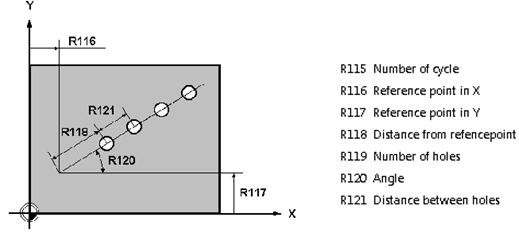
Gambar 47
Drilling a
row of holes, LCYC60
Keterangan :
R115 : Proses siklus yang
akan diperbanyak (LCYC82, LCYC83, dll)
R116 : Titik referensi
(Acuan) pada sumbu X
R117 : Titik referensi (Acuan) pada sumbu Y
R118 : Jarak dari titik
acuan
R119 : Jumlah lubang
R120 : Sudut kemiringan pola
R121 : Jarak antar lubang
i.
Hole
Circle, LCYC61
Penyusunan lubang dengan pola melingkar
(Pola ini hampir menyerupai proses array polar pada
autocad)
Gambar 48
Hole Circle, LCYC61
Keterangan :
R115 : Proses
siklus yang akan diperbanyak (LCYC82, LCYC83, dll)
R116 : Titik
Pusat Pola Melingkar pada sumbu X
R117 : Titik
Pusat Pola Melingkar pada sumbu Y
R118 : Jari
– jari Pola Melingkar
R119 : Jumlah
lubang
R120 : Sudut
Mulai
R121 : Sudut
antar lubang
Contoh :
Kolom 1
|
Gambar 49
Contoh hole pattern
Untuk membuat Hole Pattern pada gambar diatas
siklus awalan harus disiapkan terlebih dahulu, misalnya proses NC drilling dengan
siklus spotfacing LCYC82 pada X10 Y70
Untuk menggandakan proses siklus spotfacing LCYC82
pada kolom 1 maka kita masuk ke menu siklus / cycle hole pattern , pilih LCYC60, isikan parameter
berikut :
R115 : LCYC82
R116 : 10
R117 : 70
R118 : 20
R119 : 2
R120 : -90
R121 : 20
Untuk menggandakan proses LCYC82 pada pola
melingkar maka kita masuk ke ke menu siklus / cycle hole pattern, pilih LCYC61,
isikan parameter berikut :
R115 : LCYC82
R116 : 70
R117 : 30
R118 : 20 (PCD = Pitch circle diameter)
R119 : 8
R120 : 0
R121 : 45
Lakukan
dengan cara yang sama untuk proses drilling LCYC83 dan proses countersink .
d. Membuat Slot / Pocket
Square Pocket, Slot and Circular Pocket (Sinumerik
802s)
·
Kode : LCYC75
·
Tool : Slot milling tool
Gambar 50
Square Pocket, Slot and Circular Pocket, LCYC75
Keterangan :
R101 : Titik kembali alat potong setelah
selesai siklus
R102 : Titik
kembali alat potong setiap pertambahan kedalaman,
sebelum selesai siklus
R103 : Permukaan referensi (acuan)
R104 : Kedalaman akhir
R116 : Titik pusat Pocket pada sumbu X
R117 : Titik pusat Pocket pada sumbu Y
R118 : Panjang Pocket (Ukuran pocket pada arah
sumbu X)
(Untuk
circular pocket / lingkaran maka pocket length = diameter)
R119 : Lebar Pocket (Ukuran Pocket pada arah
sumbu Y)
(Untuk
circular pocket / lingkaran maka pocket width = diameter)
R120 : Radius pada sudut / pojok Pocket
R121 : Kedalaman maksimal yang diijinkan (Depth
of cut)
R122 : Feeding ke arah kedalaman (feeding pada
sumbu Z)
R123 : Feeding ke arah sumbu X dan Y (permukaan)
R124 : Kelonggaran ukuran untuk proses
finishing pada permukaan
R125 : Kelonggaran ukuran untuk proses
finishing pada kedalaman
R126 : Arah penyayatan (G2 : clockwise, G3 : couter
clockwise)
R127 : Metode proses (roughing / finishing)
Contoh :
Gambar 51
Contoh square pocket dan circular pocket, LCYC75
Untuk membuat pocket A pada gambar diatas, siapkan Slot milling tool dengan diameter 10 mm,
karena ada R5 tool diameter tidak boleh lebih dari diameter 10 mm. Posisikan
alat potong kita pada posisi bebas kemudian masuk ke menu siklus, pilih LCYC75,
isikan parameter berikut :
R101 : 10
R102 : 2
R103 : 0
R104 : -10
R116 : 17.5
R117 : 52.5
R118 : 25
R119 : 45
R120 : 5
R121 : 1
R122 : 50
R123 : 100
R124 : 0
R125 : 0
R126 : 1
R127 : Roughing